
真空電鍍
真空電鍍(Vacuum Metalizing):一種物理沉積現象。即在真空狀態下注入氬氣,氬氣撞擊靶材,靶材分離成分子被導電的貨品吸附形成一層均勻光滑的仿金屬表面層。

典型產品:反射涂層,消費電子產品和隔熱板的表面處理
產量適合:單件到大批量皆可
質量:高質量,高亮和產品表面保護層
速度:中等的生產速度,6小時/周期(包括噴漆)

適用材料
1、很多材料可以進行真空電鍍,包括金屬,軟硬塑料,復合材料,陶瓷和玻璃。其中最常見用于電鍍表面處理的是鋁材,其次是銀和銅。
2、自然材料不適合進行真空電鍍處理,因為自然材料本身的水分會影響真空環境。
工藝成本
真空電鍍非常依賴人工操作,真空電鍍過程中,工件需要噴涂,裝載,卸載和再噴涂,所以人力成本相當高,但是也取決于工件的復雜度和數量。
環境影響
真空電鍍對環境污染很小,類似于噴涂對環境的影響。
實例展示

杜卡迪摩托的真空電鍍

香水瓶的真空電鍍

其他產品真空電鍍
電解拋光
電解拋光(Electropolishing):以被拋光工件為陽極,不溶性金屬為陰極,兩極同時浸入到電解槽中,通以直流電離反應而產生有選擇性的陽極溶解,從而達到工件表面除去細微毛刺和光亮度增大的效果。

典型產品:建筑結構,食物處理儲存和醫療制藥
產量適合:單件到大批量皆可
質量:表面高亮,光滑且衛生
速度:中等的生產速度,5-30分鐘/周期
適用材料
1.大多數金屬都可以被電解拋光,其中最常用于不銹鋼的表面拋光(尤其適用于奧氏體核級不銹鋼)。
2.不同材料不可同時進行電解拋光,甚至不可以放在同一個電解溶劑里。

工藝成本
電解拋光整個過程基本由自動化完成,所以人工費用很低。
環境影響
電解拋光采用危害較小的化學物質,整個過程需要少量的水且操作簡單,另外可以延長不銹鋼的屬性,起到讓不銹鋼延緩腐蝕的作用。
實例展示

電解拋光清理焊接縫



其他產品電解拋光
光蝕刻表面處理
光蝕刻表面處理(Photo Etching):簡稱光刻,利用照相手段制作抗蝕膜像,用來保護表面,在金屬、塑料等上面,借助化學腐蝕劑進行腐蝕產生表面紋理的方法。

典型產品:用于珠寶首飾,銘牌和獎杯的表面處理
產量適合:單件到大批量皆可
質量:延長曝光和化學物質都可以實現光蝕刻表面處理
速度:中等的生產速度(50-100微米/5分鐘)

適用材料
1.大多是金屬都適合光蝕刻表面處理,最常見的有不銹鋼,軟鋼,鋁,黃銅,鎳,錫,銅和銀。其中鋁材的光蝕刻速度較快,而不銹鋼的光蝕刻速度最 慢。
2.玻璃,陶瓷也適合光蝕刻表面處理,只是需要不同的光阻蝕劑和化學物質。

工藝成本
1.模具費用低
2.人力成本中等
環境影響
光蝕刻產生的金屬廢屑須做可控回收;用于光蝕刻的化學物質還有三分之一的氯化鐵,而且也會用苛性鈉(火堿)來處理廢棄的感光膠片,這兩種化學物質都是有害的,所以操作人員在處理時需要穿防護服。
實例展示

金屬標牌的光蝕刻
移印工藝
移印工藝(Pad Printing):能夠在不規則異形對象表面上印刷文字、圖形和圖象,現在正成為一種重要的特種印刷。

典型產品:用于交通工具內飾,電子消費產品和體育器材的表面印刷
產量適合:單件到大批量皆可
質量:能達到清晰的印刷細節,即使在起伏不平的表面上
速度:單個印刷時間(1-5秒)
適用材料
幾乎所有的材料都可以使用移印工藝,除了比硅膠墊還軟的材質,例如PTFE等。

工藝成本
1.模具費用低
2.人力成本低,因為大多工序由機加工完成
環境影響
由于此工藝只局限于溶解性油墨(其中含有害化學物質),所以對環境影響很大。
實例展示

手機硅膠按鍵移印實例
鍍鋅工藝
鍍鋅工藝(Galvanizing):在鋼鐵合金材料的表面鍍一層鋅以起美觀、防銹等作用的表面處理技術,表面的鋅層是一種電化學保護層,可以防止金屬腐壞,主要采用的方法是熱鍍鋅和電鍍鋅。

典型產品:建筑,橋梁,交通工具和家具的表面處理等
產量適合:單件到大批量皆可
質量:更好的保護層,外觀很大程度取決鋼材的質量
速度:快速,基本10分鐘/周期

適用材料
由于鍍鋅工藝依賴于冶金結合技術,所以只適合鋼和鐵的表面處理
工藝成本
1.無模具費用,周期短,成本較低
2.人力成本中等,因為工件的表面質量很大程度上取決于鍍鋅前的人工表面處理

環境影響
由于鍍鋅工藝增長了鋼鐵件40-100年的使用壽命,很好的防止了工件的生銹和腐壞,所以對保護壞境有積極的作用。另外,鍍過鋅的工件在使用壽命到期后,可以重新送返鍍鋅槽,對液態鋅的反復利用不會產生化學了物理廢料。
實例展示

輪轂的鍍鋅工藝

其他產品鍍鋅實例
電鍍工藝
電鍍工藝(Electroplating):利用電解作用使零件表面附著一層金屬膜的工藝,從而起到防止金屬氧化,提高耐磨性、導電性、反光性、抗腐蝕性及增進美觀等作用,不少硬幣的外層亦為電鍍。

典型產品:交通工具,消費電子產品,家具,珠寶和銀器的表面處理等
產量適合:單件到大批量皆可
質量:光澤度較高,抗氧化腐蝕
速度:速度中等,具體取決于材料種類和涂層厚度

適用材料
1.大多數金屬可以進行電鍍,但是不同的金屬具有不同等級的純度和電鍍效率。其中最常見的有:錫,鉻,鎳,銀,金和銠(銠:白金的一種,極其昂貴且能長久保持高亮度,可以對抗大多數化學物質和酸。最常用于對產品表面光澤度要求較高的產品,如獎杯和獎牌)。
2.最常用于電鍍的塑料為ABS,因為ABS能承受60°C(140°F)的電鍍高溫,并且其電鍍層和非電鍍層結合強度高。
3.鎳金屬不可用于電鍍接觸皮膚的產品,因為鎳對皮膚有刺 激性且有毒性。

工藝成本
1.無模具費用,但需要夾具對零件進行固定
2.時間成本取決于溫度和金屬種類
3.人力成本(中-高),取決于具體電鍍件的種類,例如銀器和珠寶的電鍍就需要較高的熟練工人進行操作,因為其對外觀和耐久性的要求很高

環境影響
大量有毒物質會被用在電鍍過程中,所以需要專業的分流和提取,以確保較小的環境影響。
實例展示

國內工廠實拍電鍍工藝


其他產品電鍍實例
粉末噴涂
粉末噴涂(Powder Coating):是一種干噴法,通過噴涂或流化床用在一些金屬工件上,粉末通過靜電吸附在工件表面,等到完全干燥時,會在表面形成一層保護膜。

典型產品:交通工具,建筑和白色家電產品的噴涂等
產量適合:單件到大批量皆可
質量:產品表面著色光滑均勻
速度:速度取決于工件尺寸和自動化程度,至少需要花費30分鐘來干燥

適用材料
雖然適合一些金屬件,塑料和玻璃的表面噴涂,但是粉末噴涂主要用于防護或著色鋁材和鋼材。
工藝成本
1.無模具費用,但設備費用非常高
2.時間成本較短,但干燥時間至少需要半小時
3.時人力成本相當低

環境影響
相對于濕噴來說,粉末噴涂具有更高的材料利用率(由于靜電吸附粉末粒子的原因),可達到95%的噴料利用率。
實例展示

輪轂的粉末噴涂

其他產品粉末噴涂
水轉印
水轉印(Hydro Transfer Printing):是利用水壓將轉印紙上的彩色紋樣印刷在三維產品表面的一種方式。 隨著人們對產品包裝與表面裝飾要求的提高,水轉印的用途越來越廣泛。

典型產品:交通工具,電子消費品和軍工產品等
產量適合:小批量到大批量皆可
質量:產品表面紋理精 細清晰,但是會有輕微的拉伸
速度:速度快,10-20周期/小時

適用材料
所有的硬材料都適合水轉印,適合噴涂的材料也一定適用于水轉印。最常見的為注塑件和金屬件。

工藝成本
1.無模具費用,但需要利用夾具將多件產品同時進行水轉印,從而降低時間成本
2.時間成本較短,一般每周期不會超過10分鐘。
環境影響
和產品噴涂比較而言,水轉印更充分的應用了印刷涂料,減少了廢料泄漏和材料浪費的可能。
實例展示


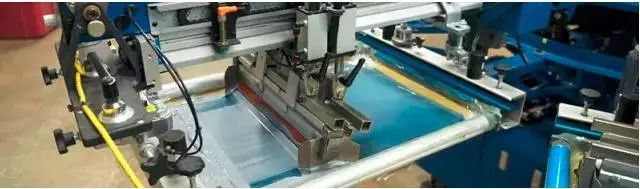
絲網印刷
絲網印刷(Screen Printing):通過刮板的擠壓,使油墨通過圖文部分的網孔轉移到承印物上,形成與原稿一樣的圖文。絲網印刷設備簡單、操作方便,印刷、制版簡易且成本低廉,適應性強。絲網印刷應用范圍廣,常見的印刷品有:彩色油畫、招貼畫、名片、裝幀封面、商品標牌以及印染紡織品等。

典型產品:用于服裝,電子產品和包裝等
產量適合:單件到大批量皆可
質量:紋樣細節質量精度較高
速度:手工絲印(1-5周期/分鐘),機器絲印(1-30周期/分鐘)
適用材料
幾乎所有的材料都可以絲網印刷,包括紙張,塑料,金屬,陶藝和玻璃等
工藝成本
模具費用低,但是還是取決于顏色的數量,因為每一種顏色都要單獨制版
時間成本:機加工絲印最多每分鐘30個,手工絲印每分鐘最多1-5個
人力成本:在手工絲印中,人力成本偏高,尤其當涉及到多彩印刷
環境影響
淺色絲印油墨對環境影響較小,然而含有PVC和甲醛的油墨具有有害的化學物質,需及時回收和處理以防污染水資源
實例展示

陽極氧化
陽極氧化(Anodic Oxidation):主要是鋁的陽極氧化,是利用電化學原理,在鋁和鋁合金的表面生成一層Al2O3(氧化鋁)膜。這層氧化膜具有防護性、裝飾性、絕緣性、耐磨性等特殊特性

典型產品:手機、電腦等電子產品、機械零件、飛機汽車部件、精密儀器和無線電器材、日用品和建筑裝飾
產量適合:單件到大批量皆可
質量:氧化膜具有防護性、裝飾性、絕緣性、耐磨性等特殊特性
速度:十幾分鐘或更久
適用材料
鋁、鋁合金等鋁制品

工藝成本
在陽極氧化的生產過程中,水、電的消耗是相當大的,特別是在氧化工序。再加上機器本身的熱耗,需要不停地用循環水進行降溫,噸電耗往往在1000度左右,輔助設施的減少可以降低一些電耗
環境影響
陽極氧化在能效方面不算出彩,同事在鋁電解生產中,陽極效應還會產生對大氣臭氧層造成破壞性副作用的氣體
實例展示
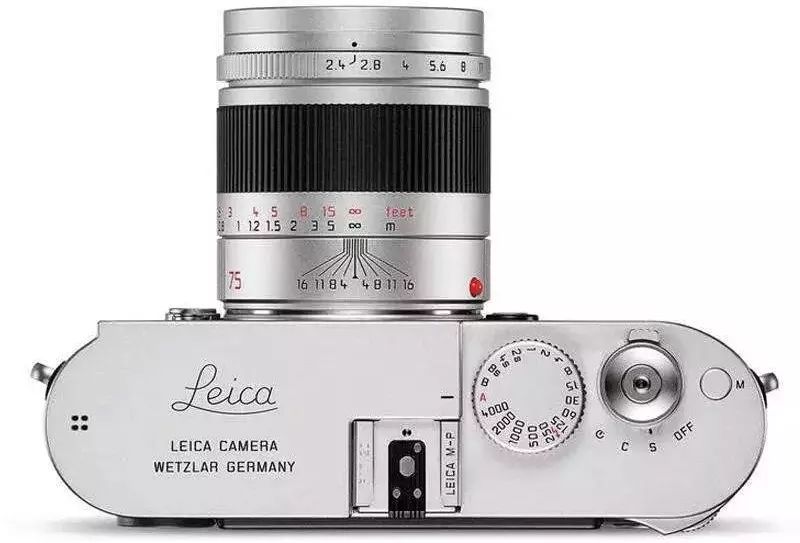
采用陽極氧化工藝制作的鏡頭
電泳
電泳:帶電顆粒在電場作用下,向著其典型相反的電極移動,稱為電泳

典型產品:汽車、建材、五金、家電等
產量適合:大批量生產
質量:產品呈現各種顏色,并保持金屬光澤,同時表面性能增強,具有較好的防腐性能
速度:較快的生產速度
適用材料
不銹鋼、鋁合金等

工藝成本
可實現機械化和自動化連續作業,人工費用低,總的成本較低
環境影響
電泳涂料是以水作為溶劑的,具有不燃性、無毒、節省了大量有機溶劑,大大降低了大氣污染和環境危害,同時也避免了火災的隱患
實例展示


微弧氧化(MAO)
微弧氧化(MAO):又稱微等離子體氧化,是通過電解液與相應電參數的組合,在鋁、鎂、鈦及其合金表面依靠弧光放電產生的瞬時高溫高壓作用,生長出以基體金屬氧化物為主的陶瓷膜層

典型產品:航空航天領域、IT產品
產量適合:單件到大批量皆可
質量:材料表面硬度高、具有良好的耐磨性能
速度:較快的速度
適用材料
Al, Ti, Zn, Zr, Mg, Nb,及其合金等
工藝成本
微弧氧化起弧電壓高,電流密度大,電流效率低,能耗大,處理成本高限制了該項技術的廣泛應用
環境影響
微弧氧化電解液不含有毒物質和重金屬元素,電解液抗污染能力強和再生重復使用率高,因而對環境污染小
實例展示


金屬拉絲
金屬拉絲:是通過研磨產品在工件表面形成線紋,起到裝飾效果的一種表面處理手段。根據拉絲后紋路的不同可分為:直紋拉絲、亂紋拉絲、波紋、旋紋

典型產品:建筑行業如電梯門板、龍頭、把手等,櫥具如抽油煙機、水槽等
產量適合:單件到大批量皆可
質量:拉絲處理可使金屬表面獲得非鏡面般金屬光澤,同時拉絲處理也可以消除金屬表面細微的瑕疵
速度:較快
適用材料
幾乎所有的材料都可以使用金屬拉絲工藝
工藝成本
工藝方法簡單,設備簡單,材料消耗甚少,成本比較低廉,經濟效益高
環境影響
純金屬制品,表面無油漆和任何化工物質,600度高溫不燃燒,不產生有毒氣體,復合消防環保要求
實例展示

模內裝飾
裝飾技術(In-Mold Decoration-IMD):是將已印刷好圖案的膜片放入金屬模具內,將成形用的樹脂注入金屬模內與膜片接合,使印刷有圖案的膜片與樹脂形成一體而固化成成品的一種成形方法

典型產品:家電產品的裝飾及功能控制面板、汽車儀表盤、空調面板、手機外殼/鏡片、洗衣機、冰箱等
產量適合:單件到大批量皆可
質量:可用于復雜圖像、產品耐摩擦、可防止表面刮花,并可長期保持顏色的鮮明不易褪色
速度:快速
適用材料
塑膠表面
工藝成本
只需開一套模具,可降低系統成本與庫存成本,降低成本與工時
高自動化生產,制程簡化,有一次注塑成型的工法,將成型與裝飾同時達成,降低恒本與工時,可穩定生產
環境影響
該技術綠色環保,避免了傳統的噴漆電鍍帶來的污染
實例展示


模內注塑成型的手機保護套

 中文
中文  英文
英文
 微信號:
微信號:


 全國服務熱線
全國服務熱線







 添加微信
添加微信
 聯系我們
聯系我們
 電話咨詢
電話咨詢